Merkmale des Verarbeitungsprogramms:
◾Wendeschneidplatten an allen wichtigen Schnittpunkten und meist ISO-Wendeschneidplatten für einfaches Management
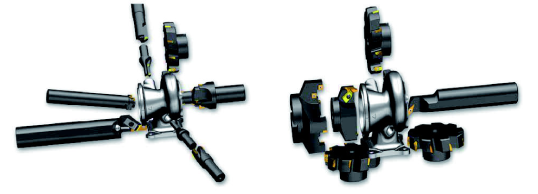
◾Spezielle Compound-Werkzeuge, die auf die Automobil-Turbolader-Industrie zugeschnitten sind, um maximale Effizienz und eine erhebliche Reduzierung der Herstellungskosten beim Kunden zu erreichen
◾Spezifische Wendeschneidplattenoptionen, ob ISO- oder nicht genormte kundenspezifische Wendeschneidplatten, sorgen für eine hervorragende Leistung in der tatsächlichen Zerspanung des Kunden
◾Ständig optimierte, vollständig implementierte und bewährte Komplettlösungen zur Effizienzsteigerung und Kosteneinsparung im gesamten Produktionssystem
Sphäroguss, hochnickelhaltiges Gusseisen, hitzebeständiger Edelstahl Betriebstemperatur:
Ca. 850°C oder so (Dieselmotoren)
Etwa 1050-1200℃ (Ottomotor)
Bearbeitungsstörungen, werkzeugspezifisch, schwer zugängliche Bearbeitungsposition
Material mit hohem Nickelgehalt ist ein guter Test für die Lebensdauer der Werkzeuge
◾Spezielle Kantenbearbeitung
◾Spezialisierte und effiziente Beschichtungen
◾Aufbohren und Verschachteln in einem effizienten Prozess
◾Einfaches Klingenmanagement mit ISO-Klingen
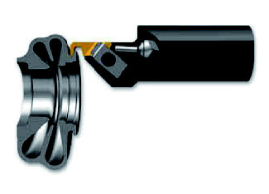
K-Line Reiben mit Überlagerung
Bohren von flachen Löchern + Anfasen und Formen von Öffnungen
◾Löcher bis zu 20 mm werden in einem Arbeitsgang gebohrt und angefast
◾Geringerer Werkzeugverschleiß im Vergleich zu gehärteten Werkzeugen, was zu erheblichen Kosteneinsparungen führt
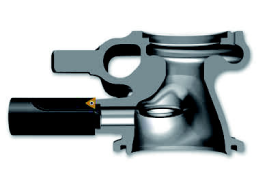
Bearbeitung von Stirnnuten
◾Mit speziellen Formwerkzeugen werden die Stirnnuten in einem Arbeitsgang fertiggestellt
◾Hohe Langlebigkeit und Formbeständigkeit
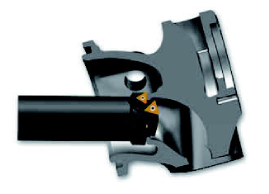
◾Bearbeitung von Ventilbohrungen und -flächen in einem Arbeitsgang
◾Flanschfräsen und Rückschaubühnen
◾Leichtes und schnelles Schneiden mit hoher Effizienz
◾Mit schwingungsdämpfendem Werkzeughalter aus Hartmetall
Fertigstellung der Atemwege
◾Spezielles Gehäusematerial und effiziente ISO-Einsätze für eine perfekte Verarbeitung der Luftkanäle
 Gehäuse für die Bearbeitung von Automobilteilen aus gehärtetem Stahl
Gehäuse für die Bearbeitung von Automobilteilen aus gehärtetem Stahl
 Pulvermetallurgische Lösungen für weiche Materialien
Pulvermetallurgische Lösungen für weiche Materialien
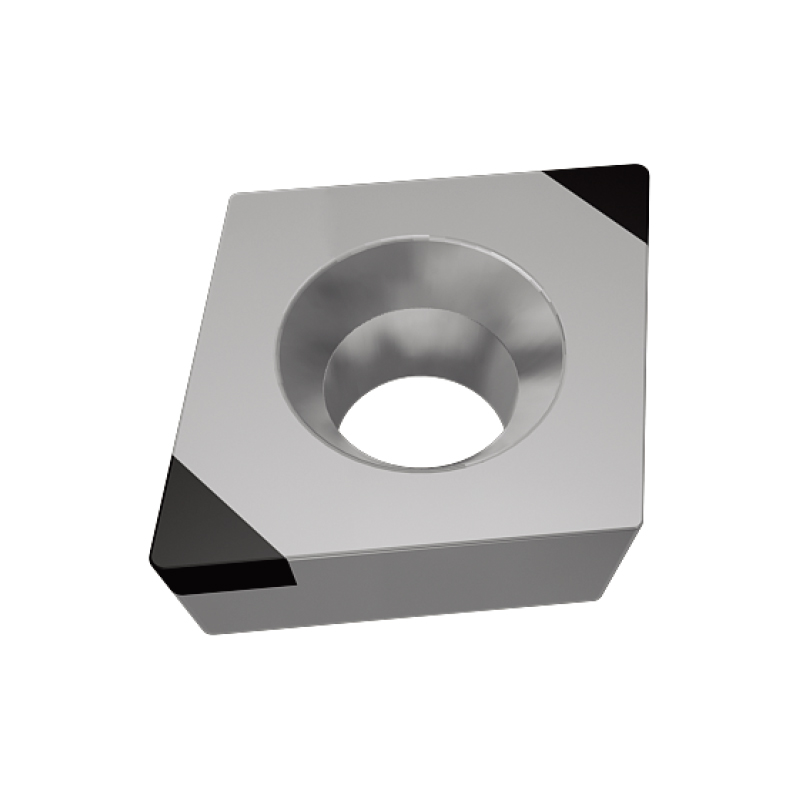
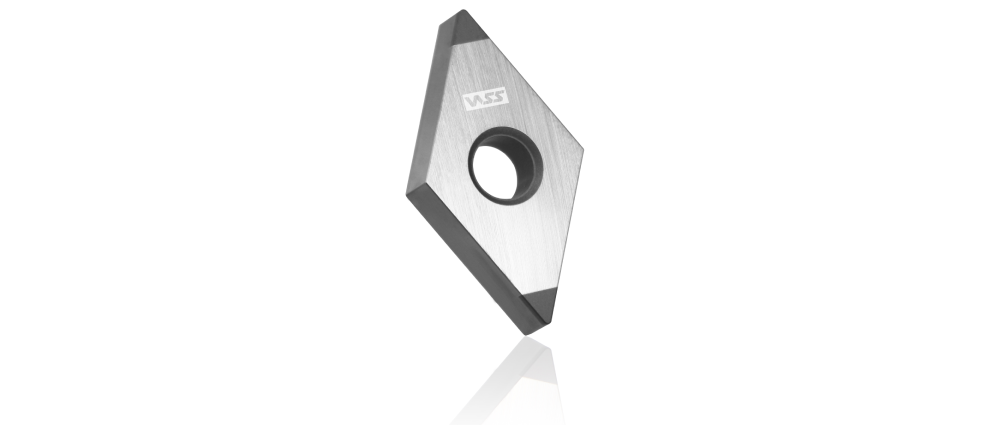
 CBN-Werkzeuglösungen für die Bearbeitung von aufgekohlten Stahlwerkstoffen
CBN-Werkzeuglösungen für die Bearbeitung von aufgekohlten Stahlwerkstoffen
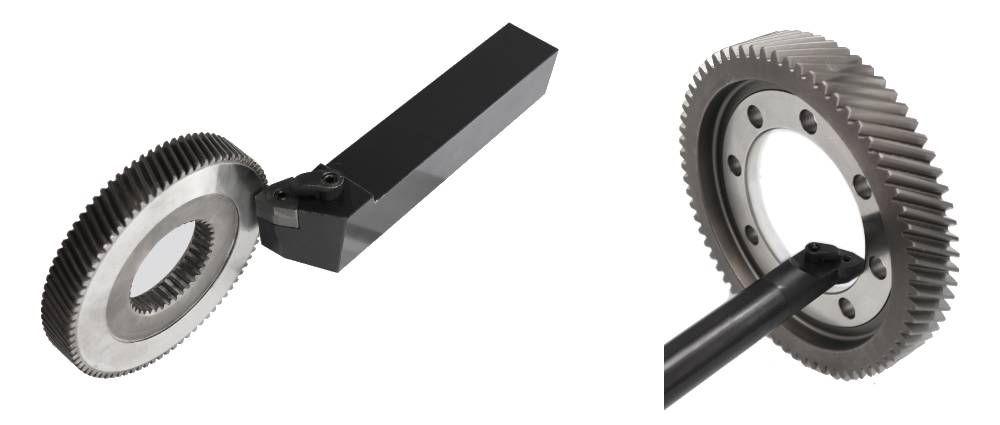 WSS nimmt am Seminar 2023 über fortschrittliche Werkzeugtechnologie für die Hochpräzisionszahnradbea
WSS nimmt am Seminar 2023 über fortschrittliche Werkzeugtechnologie für die Hochpräzisionszahnradbea