为您推荐



热门产品
CBN刀具精车端面加工粉末冶金链轮解决方案
2018-01-05
机动车
| 变速箱壳体 | 涡轮增压器 | 汽车转向器配件 | 活塞 | 刹车钳 |
| 凸轮轴 | 离合盘 | 链轮 | 配油盘 | 进/排气门导管 |
| 齿套 | 轮毂轴承 | 喷油嘴 | 输出轴 | 汽车制动阀 |
| 刹车盘 | 球笼 | 差速器 | 发动机 | 油底壳 |
| 涡壳 |
CBN刀具精车端面加工粉末冶金链轮解决方案


一、粉末冶金零件难加工的原因
虽粉末冶金零件只需少量的加工,但是加工粉末冶金零件是极其困难的,这主要是粉末冶金材料的多孔性结构引起的。
二、 加工粉末冶金零件的刀具材料
加工粉末冶金零件的刀具材料有三种:
硬质合金刀具、陶瓷刀具、立方氮化硼刀具。
如果在数控车床上面加工粉末冶金零件,一般会选择陶瓷刀具和立方氮化硼刀具,硬质合金刀具一般不耐磨。陶瓷刀具和立方氮化硼刀具在加工粉末冶金时,一般是精加工工序,客户可根据实际情况和刀具使用的经济性具体选择,如余量大的情况下,可采用立方氮化硼刀具大余量加工粉末冶金零件。
三、 威士刀具CBN的粉末冶金加工案例
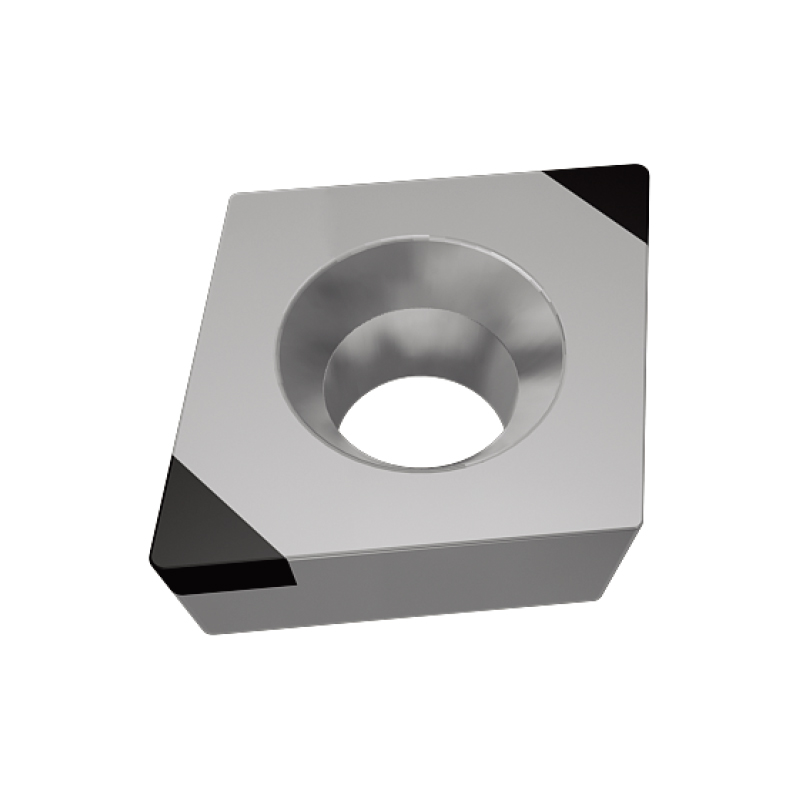
加工案例 1

| 刀具品牌 | 威士 | 其他品牌 |
| 规格 | DCGW11T304-2U | DCGW11T304-2U |
| VC(m/min) | 180m/min | 180m/min |
| f(mm/rev) | 0.1mm/rev | 0.1mm/rev |
| Ap(mm) | 0.3mm | 0.3mm |
| T/L(寿命) |
300件左右 |
200~250件 |
更多信息,欢迎各位来电垂询:
021-3352 2966 !

威士刀具
专注于超硬刀具的解决方案