超 硬
硬质合金
刀具附件
行业案例
加工方式
运用行业
工件材料
加工与应用
wss产品的加工与应用
轴承
为了更好地提升机械零部件的耐磨性能,增加其使用期限,许多结构钢零部件往往选用淬火加工处理。但淬火后的零部件强度和硬度较高,塑性不佳,这就给车削造成 了问题。
刀具使用性能的好坏对车削的工作效率和加工精度非常重要。提升刀具使用性能一直以来是机械设备制造行业持续探寻和探讨的难题之一。
CBN中抗磨损性更为出色的高速精加工用材料在注重抗磨损性的同时,也持续改善耐崩损性。
案例如下
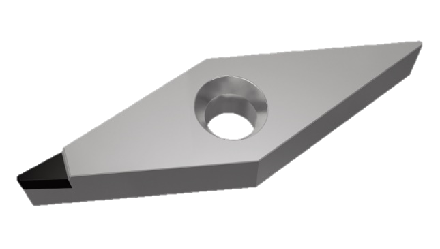
刀具图号:067814/067815
工件名称:轴承内环
工件材料:轴承钢
工件尺寸:80mm*45mm
粗糙度:Ra1.2
材料硬度:HRC60
加工方式:车削
加工工序:粗、精平面内孔
刀具品牌
威士
国产品牌
规格
VCGT160404
VC(m/min)
200m/min
f(mm/rev)
0.07mm/rev
Ap(mm)
0.3mm
T/L(寿命)
粗加工20~30件
精加工70~80件