在机加工材料的各个领域中,淬硬钢是其中不可忽略的一部分,尤其是在热处理之后的精加工,零件的硬度通常会达到HRC58-62,而且加工精度和尺寸要求也非常高,常规硬质合金的刀具无法满足其要求,只有CBN刀具具有出色的红硬性和耐磨性,能够完美契合。通常这类淬硬钢零件的加工对于刀具寿命评判标准是表面质量和粗糙度,最常见的是使用Ra值。其中比较常见的有汽车齿轮箱体零件,例如齿轮、轴类零件的Ra值要求通常都为0.8μm。
在日常的机加工中,表面粗糙度的大小受一系列的因素影响。其中,进给量和刀尖圆角大小是最大的影响因素。当进给量减小时,表面粗糙度会减小,而选择更大的刀尖圆角也有助于降低表面粗糙度,但前者会降低生产效率,后者会使切削力增大。若保持不变而又要降低表面粗糙度时,只有减小副偏角的角度,改变刀尖的几何形状,从而衍生出修光刃技术。
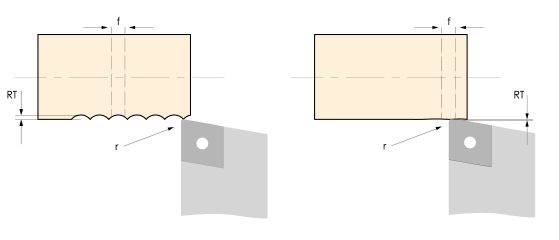
修光刃技术(如示意图所示)的出现是对于表面粗糙度高要求加工的解决方案,也是近些年来被广泛运用的成熟技术,尤其是对淬硬钢材料的切削加工。它不单单能使零件加工的表面质量非常高,也能够使加工时的进给量进一步增加,提高生产的效率。
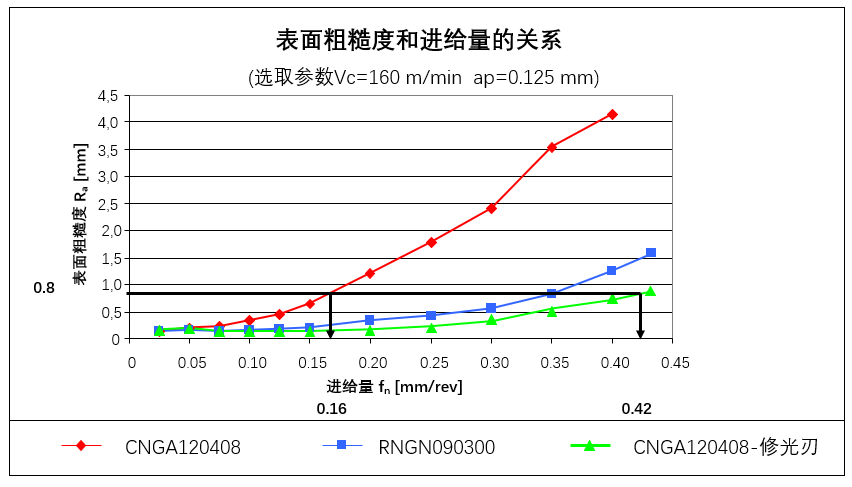
以下图为例,当采用常规硬质合金刀具(红线)时,表面粗糙度值会随着进给量的增加而快速增长;而使用圆形刀具(蓝线)时,由于刀尖圆角增加至最大值,表面粗糙度还是能够保持在良好的范围内,增长的幅度大大减小;最后使用修光刃刀具(绿线)时,进给量的增加仅仅使表面粗糙度轻微地增长,幅度在三者中最小。所以,当这几款刀具采用相同的进给量时,带修光刃的刀具能够带来最佳的表面粗糙度;而当满足客户的要求Ra值0.8μm时,修光刃刀具可以提高2倍以上的进给量,使生产效率大步的提升。
但是,修光刃技术原则上也是属于“重复切削”,加工切削力相对会变大,且刀尖的圆弧角度也有变化,所以以下两种加工情况并不适合修光刃的使用。其一:机床及零件装夹刚性不足时,使用修光刃刀具易产生振动现象,影响加工效果和表面质量;其二:当零件的加工涉及仿形和圆弧加工时,由于刀尖的几何角度原因,修光刃对加工面起不了作用。
威士刀具采用DCGT11T308带修光刃的CBN刀具,替代常规CBN非修光刃刀具:当我们加工至650件时,其刀具寿命已超过常规CBN非修光刃刀具的45%。而表面粗糙度仍控制在客户要求的Ra0.8μm以内,刀具的整体加工性能受到认可。
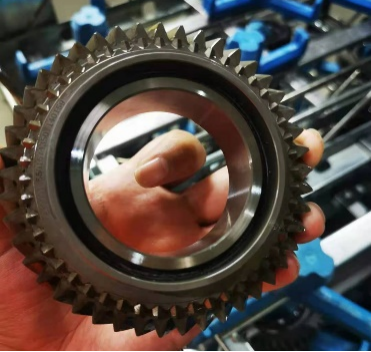
威士采用DNGA110408的刀片,加工齿轮端面: 面对需要高效的加工效率(线速度相对较高)及零部件表面粗糙度Ra0.8μm的要求,威士带修光刃的CBN刀片首件能够达到Ra0.1μm,在未修改机床加工参数及保持相同的加工效率的情况下,WSS以相同的加工寿命及超高的性价比得到了认可。
 威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
 2026年威士精密关于刀具产品价格调整的通知
2026年威士精密关于刀具产品价格调整的通知
 威士WSS|微钻在半导体关键零部件行业的运用
威士WSS|微钻在半导体关键零部件行业的运用
 威士CBN刀加工发动机正时系统链轮内孔
威士CBN刀加工发动机正时系统链轮内孔