从2011年起,我国已成为仅次于美国的世界第二大医疗器械市场。医疗行业与所有人类的生命和健康息息相关,人们对健康的重视程度日益增长也带动了医疗行业的蓬勃发展,其中就包括了植入医疗器械,如骨钉、骨板、人工关节、假肢等。植入医疗器械属于第三类医疗器械的高端产品,是医疗器械产业中重要的产品门类之一。
植入医疗器械是治疗心脑血管疾病和骨科疾病的有效手段之一。然而目前国内植入医疗器械的整体技术水平较低,高端植入器械仍需要依靠国外进口。所以对于国内医疗植入器械的发展和推进刻不容缓,同时植入器械对机加工设备和刀具也提出了更高的要求。通常,植入医疗器械会借助外科手术,部分或者全部进入人体或自然腔道中,植入物会在手术结束后长期留在体内。这类植入医疗器械的材料较为特殊,对于机加工而言是一个完全不同的领域。
医疗植入器械最常见的材料包含不锈钢、钴基合金、钛合金、聚合物、高分子材料、陶瓷材料等,其中钴基合金(钴铬钼CoCrMo材料)的使用十分广泛,其加工应用的发展最为迅速。作为一种耐磨性和耐腐蚀性皆高的材料,钴铬钼还具有耐疲劳性强和抗拉强度高的优点。这种材料的合金特别容易受到加工硬化的影响,并且加工时产生的热量很高,因此对加工刀具的性能提出了非常高的要求。
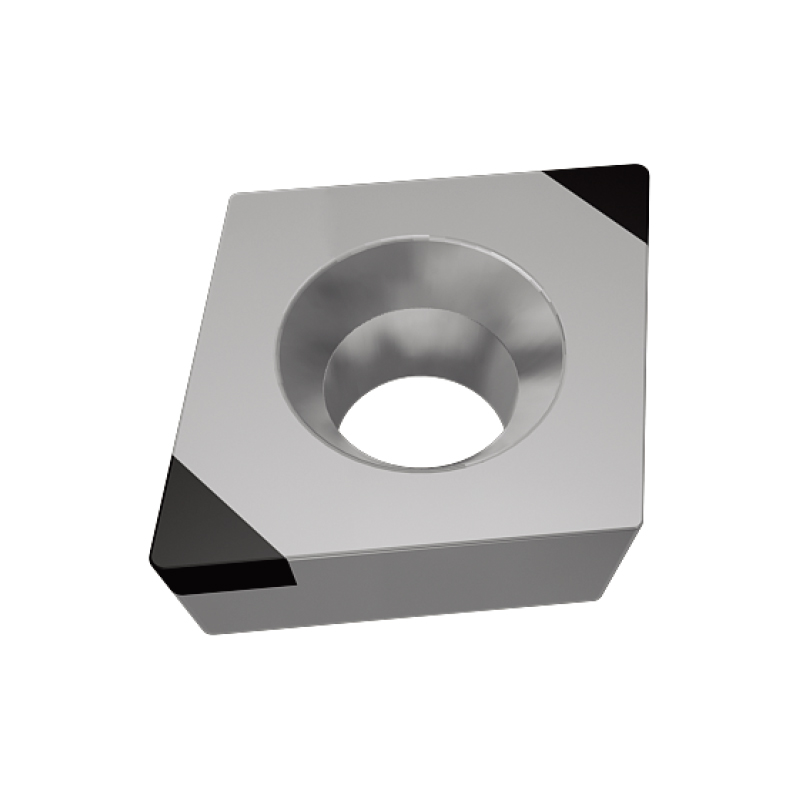
威士(WSS)刀具一直致力于对医疗器械加工的刀具进行研发和改进,力求为医疗器械行业制造商提供更优解决方案。以骨关节零件加工为例,威士(WSS)刀具成功地开发出对于钴铬钼CoCrMo合金针对性加工的CBN刀具,以及对于聚乙烯材料针对性加工的PCD刀具,并已成功运用于医疗领域相关材料的加工,克服了难加工材料的部分加工技术难题,降本不降效。
威士采用DCGW11T304定制CBN刀片,加工外圆及仿形切削。在相同的切削参数下,性能提升25%,加工后零部件质量稳定。
威士采用VBGT160402的PCD刀片,与现有刀具加工进行对比,优化了加工参数,加工效率得到了提升,且加工刀具的寿命稳定的达到1500件。
 威士精密亮相 CCMT 2026 德国展团
威士精密亮相 CCMT 2026 德国展团
 威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
 2026年威士精密关于刀具产品价格调整的通知
2026年威士精密关于刀具产品价格调整的通知
 威士WSS|微钻在半导体关键零部件行业的运用
威士WSS|微钻在半导体关键零部件行业的运用