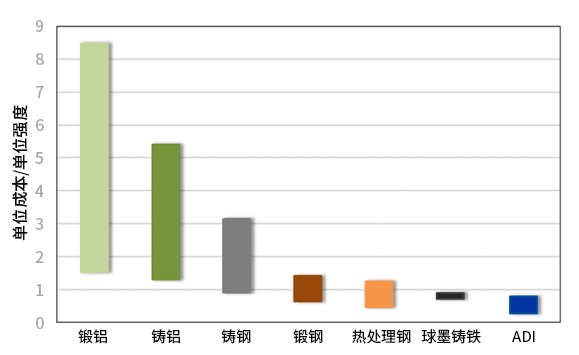
等温淬火球墨铸铁(Austempered Ductile Iron,简称ADI)是通过等温淬火处理得到奥氏体和贝氏体为基体的球磨铸铁,也称之为奥贝球磨铸铁。结合了高强度的贝氏体和球状石墨组织,ADI具有比强度高、耐磨抗磨、吸音减振、缺口敏感性好、冲击韧度和疲劳强度高等优良的综合性能,同时又保留了原有铸造工艺的好处,可制造复杂形状零件。和类似的铸钢、铸铝等材相比,具有更优的经济性能。
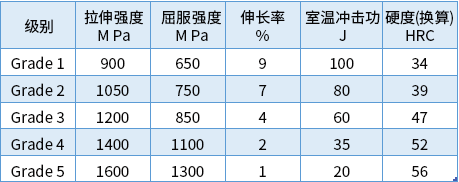
美国标准 ASTM A897/A897M-2015
进入21世纪后,等温淬火球磨铸铁在汽车、工程机械、船舶重工、农业机械、冶金矿山、风电、高铁配件等行业中的应用发展迅速。比如轻,中、重型卡车的齿轮、曲轴、凸轮轴、变速器输出轴、悬架控制臂、等速万向节、发动机支架、拖钩、制动器三脚架、横向稳定杆、悬架托架、轮毂、离合器分离轴承套筒、悬挂弹簧座、差速器十字轴,以及船舶发动机气缸套等等。
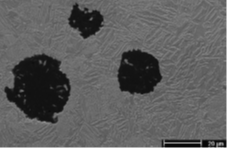
ADI 显微组织扫描电镜照片。
其中,球状石墨约占材料体积比15%,
球状石墨平均直径30μm,平均间距75μm
● 和普通的球墨铸铁类似,在ADI的机械加工过程中,铁合金基体和球状石墨的强度截然不同,相当于断续切削,刀具震动很大,容易造成崩刃。
● 同时,出于等温淬火热处理相图和工艺的考虑,ADI在成分中增加了镍(Ni 0.73wt%)、铜(Cu 0.87wt%)等奥氏体形成元素含量,以及起到强化和抗氧化作用的钼元素,切屑粘刀严重,增加了刀具的快速磨损。
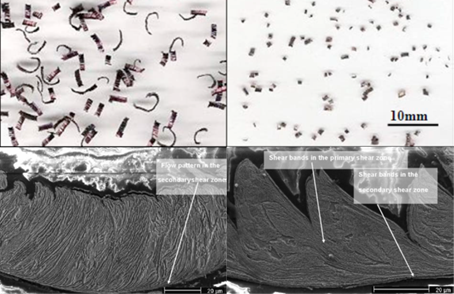
PCBN加工Grade 4 ADI,切屑宏观照片和扫描电镜形貌。
左边,切削速率Vc=100 m/min;
右边Vc=400 m/min。
(进给f=0.05mm/rev,切深0.2mm)
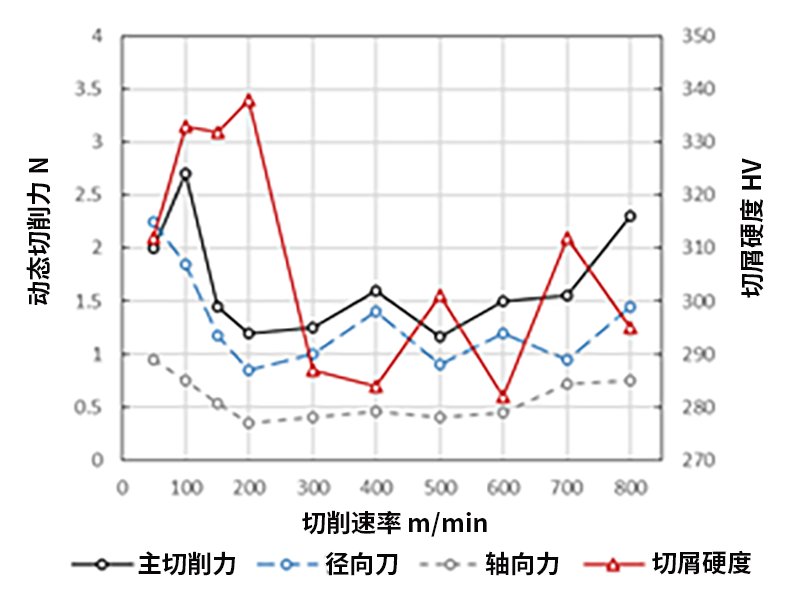
切削速度从50m/min提高到200m/min,切屑的形变硬化起到主导作用,切屑的硬度和主切削力有所增加。随着切削速度继续提高,切屑从带状逐渐转变为锯齿形,断屑效果逐步凸显,切削力逐渐稳定。切削速度超过400m/min,切削变形和切削温度的提高诱发ADI显微组织中残余奥氏体发生马氏体相变,切屑的硬度增加,加速PCBN刀片的加速。继续提高切削速度,切屑在高温下发生组织恢复和氧化,刀片磨损加剧。
PCBN加工Grade 4 ADI,切削力和
切屑硬度随着切削速度的变化
对于等温淬火球墨铸铁加工中的上述问题,国际国内知名刀具企业均缺乏有效的解决方案。一般来说,考虑到断续切削的崩刃,优先采用CBN含量中等(65%、70%、最多75%)的PCBN材料,最好是金属类结合剂(钛合金或者Al/Ni/Co)。同时,合适的涂层,也是提高PCBN加工ADI效能的有效手段。
威士精密工具(上海)有限公司开发的复合纳米功能涂层(已申报国家发明专利)兼顾PVD膜层的结合力、抗磨、以及抗黏着等功效,在淬火硬化钢的试切中取得初步成功。配合我们以往加工球墨铸铁的成功经验,有望成为等温淬火球墨铸铁加工的利器。
 威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
威士WSS | CCMT 2026 第十四届中国数控机床展览会邀请函
 2026年威士精密关于刀具产品价格调整的通知
2026年威士精密关于刀具产品价格调整的通知
 威士WSS|微钻在半导体关键零部件行业的运用
威士WSS|微钻在半导体关键零部件行业的运用
 威士CBN刀加工发动机正时系统链轮内孔
威士CBN刀加工发动机正时系统链轮内孔