product_chaoying
product_carbide
product_fujian
industry_solution
processing_methods
industry_solution1
industry_solution2
process
process_des
机动车
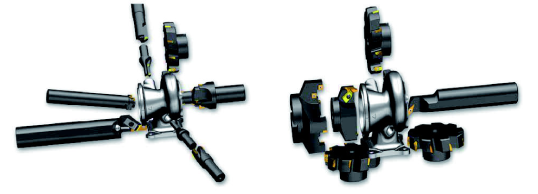
加工方案特点:
◾主要切削点均采用可转位刀片,并且多数为ISO刀片便于管理
◾特殊的复合刀具专为汽车涡轮增压系统行业定制,效率极高,大幅降低客户制造成本
◾特定的刀片选择,无论ISO还是非标定制刀片,在客户实际切削中均有优异的表现
◾不断优化的整套方案,充分的实施验证,提高效率,节约整个制造系统成本
工件材料
球墨铸铁类,高镍铸铁类,耐热不锈钢类工作温度: 约850℃左右(柴油机)
1050-1200℃左右(汽油机)
01
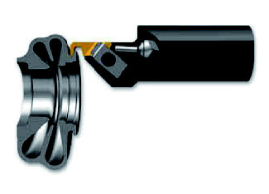
V 带加工
加工干涉,刀具特殊,难以达到加工位置
高镍材料对刀具寿命是很大的考验
◾特别的刀片设计
◾特殊的刃口处理
◾专用高效的涂层
◾扩孔与套车一次高效成型
◾采用ISO 刀片,便于刀片管理
02
K线扩孔加套车
03
浅孔钻+倒角并孔口成型
◾20mm以下的孔采用浅孔钻+倒角型式一次成型
◾相比整硬刀具,减少刀具损耗,成本极大降低
04
端面槽加工
◾采用特殊成型刀具,端面槽一次完成
◾具有寿命高,尺寸稳定的特点
05
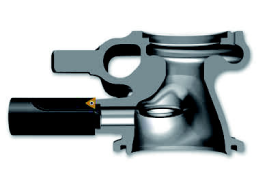
阀门孔
◾阀门孔及平面一次加工
06
法兰面
◾法兰面铣加工及反刮平台
◾切削轻快,效率高
07
锪平面
◾采用硬质合金抗震刀杆
◾高效,稳定
08
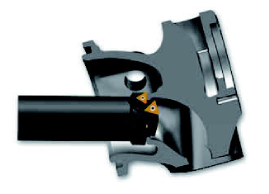
气道精车
◾特殊的刀体材料,高效的ISO 刀片,完美诠释了气道的精加工