◾主要切削点均采用可转位刀片,并且多数为ISO刀片便于管理
◾特殊的复合刀具专为汽车涡轮增压系统行业定制,效率极高,大幅降低客户制造成本
◾丰富的设计经验,快速的反应能力,能迅速满足冷机行业客户产品更新换代。
◾反复优化的整体方案,充分的实施验证,提高效率,节约机床成本及刀具成本。
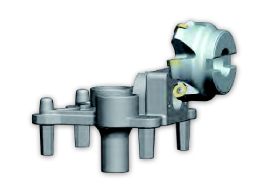
◾特点 : 负型45度密齿面铣刀,12个切削刃,稳定的负型刀片实现高工艺可靠性。刀具及刀片寿命长,效率成倍提高。(根据客户需要,选配精刮刀片后,表面光洁度可达Ra1.6)
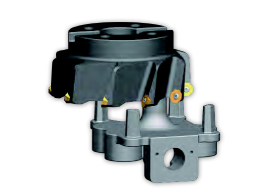
◾特点 : 一次进刀实现4个平面同时加工,精选的低切削力刀片具有效率高、表面质量好、性能稳定的特性。
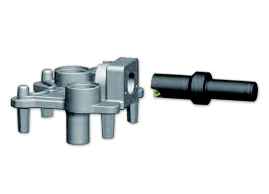
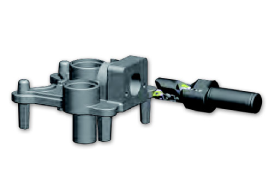
◾加工部位 : 曲轴孔凸台外圆套车+倒角+防毛坯干涉
◾特点 : 曲轴孔粗钻加工,套车和防干涉刀检复合一体,高效率,加工稳定性高。
◾特点 : 使用微调刀夹,调节便利,刀具具备高尺寸精度,高效率和高加工稳定性。
◾特点 : 选用T型刀片,具有低切削力,高效率之优点,同时具备较高的性价比
◾特点 :缸孔精镗、止口精镗、倒角一步完成,各级孔高同轴度保证。缸孔、止口分别使用微调刀夹,保证高尺寸精度
◾特点 : 特选高刚性材料制造,适应高倍径小孔加工需求。端面槽使用为产品量身打造专用刀片,并选用高性能表面涂层加以强化,具有高稳定性,耐久性,以及高效率和优秀的光洁度之特点。