In machining, the surface of the part to be machined is always left with subtle uneven tool marks, with staggered peaks and valleys. For workpieces with high surface roughness requirements, an additional process - grinding - is often required, which greatly reduces productivity.
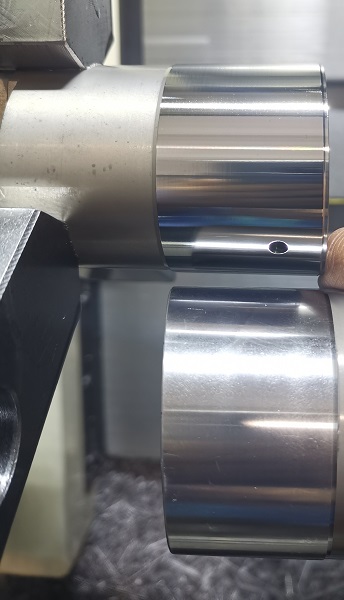
WSS uses extrusion cutters made of single crystal to apply a certain amount of pressure to the surface of the workpiece using the extrusion tool, which causes the surface metal of the workpiece to flow plastically and fill in the low concave valleys that remain in the original, thus achieving a reduction in the surface roughness of the workpiece. The surface processing of single crystal extrusion tools not only improves the corrosion resistance of the workpiece surface and enhances the surface quality, but also the processing efficiency. In addition, WSS is able to offer single crystal tool design solutions for different machining areas, both for the external and internal bore of the workpiece for stable machining.