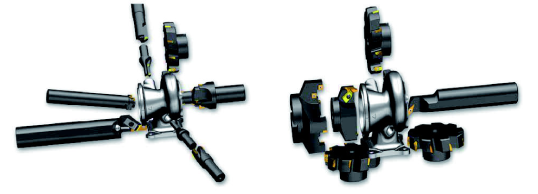
◾Indexable inserts at all major cutting points, mostly ISO
inserts for easy management
◾Special compound tools tailored to the automotive
turbocharger system, which are highly efficient and
significantly reduce manufacturing costs
◾Specific insert options, both ISO or non-standard
customised inserts have excellent performance in
mass production
◾Continuously optimised complete solutions, fully
implemented and have been proven for increased
efficiency and cost savings throughout manufacturing
Ductile iron, high nickel cast iron, heat resistant stainless steel
Operating temperature: About 850°C (diesel engines)
About 1050-1200℃ (gasoline engine)
Machining interference, tool shape is
exceptional and difficult to reach
machining positions
High nickel material is an immense
challenge for tool life
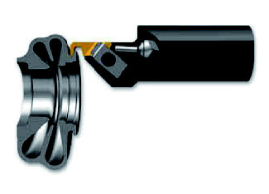
◾Specialised efficient coatings
◾Efficient reaming and turning
formed in one operation
◾Easy insert management with
ISO standard inserts
K-line Reaming And Turning
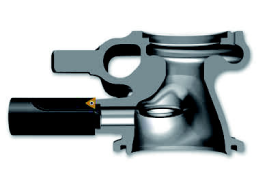
Shallow Hole Drilling + Chamfering And Orifice Forming
◾Holes up to 20 mm are drilled and chamfered
in one operation
◾Reduced tool wear and greatly decreased
costs compared to hardened tools
◾Customised tools grooving on end face
in one process
◾High longevity and dimensional stability
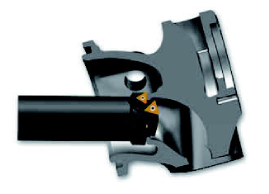
◾Valve bore and flat machined in one operation
◾Flange face milling and back-scraping
of the surface
◾Light and fast cutting and high efficiency
◾Vibration-resistant carbide
toolholder
◾Special tool body material with
efficient ISO inserts, perfect for
fine turning