Vibration is a common form of mechanical motion where an object makes a reciprocating movement over time near its equilibrium position. Vibration also has a harmful side. In turning operations, vibration can cause the surface roughness of the workpiece to be machined to increase, sometimes with texture, which does not meet the machining requirements.
At the same time, generally as the first vibration is generated, subsequent machining is accompanied by continuous vibration, making the entire machining process produce errors in each process, the accumulation of which can even lead to the scrapping of the workpiece.
Moreover, vibration not only has an impact on machining accuracy and quality, it also causes wear and tear on the machine and tools, which can lead to damage to the entire turning machine and tools.
Another vibration generated in the turning process is mainly the vibration of the tool, the vibration of the tool is easy to observe, the tool vibration is a high frequency vibration, cutting noise generated will be very large, very harsh, mainly due to the accumulation of wear between the tool in the process and the workpiece, so that the surface friction increases, the role of friction will damage the workpiece and the tool, in the workpiece surface scratched fine and dense traces.
Vibration cancellation methods
To control the generation of vibration during the turning process, both the machine tool and the tool should be considered. It is important to eliminate vibration within the machine tool as a basis and to reduce human error in the machining process and the incorrect use of the workpiece tool as a means of ensuring that vibration does not cause serious harm. To effectively reduce or eliminate vibration, the following measures can be taken.
1) For hard turning parts, a more rigid machine, Japanese or European, is required.
2) When clamping the tool, the machining order of the workpiece should be fully considered and the most suitable face should be clamped to ensure that the tool is evenly stressed to avoid unbalanced forces and increased bending moments during machining, and to clamp the tool well to avoid vibration or even tool deflashing during machining.
3) Reasonable choice of tool material and type, according to the material of the machined parts and processing accuracy requirements to choose the right tool, "soft knife hard cut" is strictly prohibited, both will damage the tool, but also increase the process of vibration hazards.
4) The impact of friction can be reduced by increasing the stiffness of the toolholder.
5) Control the overhanging length of the tool. A tool that extends too far is not conducive to machining and is prone to shaking during machining, which can also cause injury to the operator.
6) Sharpen or replace knives that have been in use for a long time.
7) Use anti-vibration toolholders or carbide toolholders.
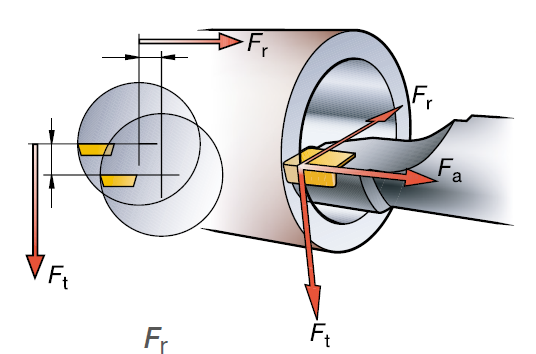
Analysis of cutting forces
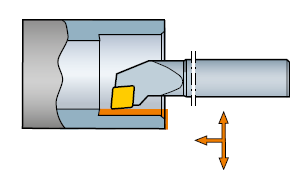
The effect of cutting forces on internal round turning
Tangential cutting force, Ft
1) Press the tool down and away from the centre line.
2)Resulting in a reduction in the secondary rear angle.
1) Vary the depth of cut and thickness of cut.
2) Resulting in out-of-tolerance dimensions and risk of vibration.
1) Distributed along the tool feed direction.
Selecting the right main offset (cut-in) angle
Selection of main offset (plunge) angle and cutting force
Choose a main deflection angle close to 90° (close to 0° angle of incidence).
The most commonly used internal turning process
1) A diamond-shaped C-shaped 80° blade is commonly used.
2) Boring bars with main offset (plunge) angles of 95° (-5°) and 93° (-3°) are commonly used.
3) D-shaped 55°, W-shaped 80° and T-shaped 60° blade shapes are also commonly used.
Output shaft pressure plate internal processing: material 20CrMnTi, surface finish requirements Ra0.6 or less, pressure plate belongs to the thin-walled parts, the surface often has the phenomenon of shock lines, the use of an imported brand blade, processing life of only fifty pieces of mandatory tool change.
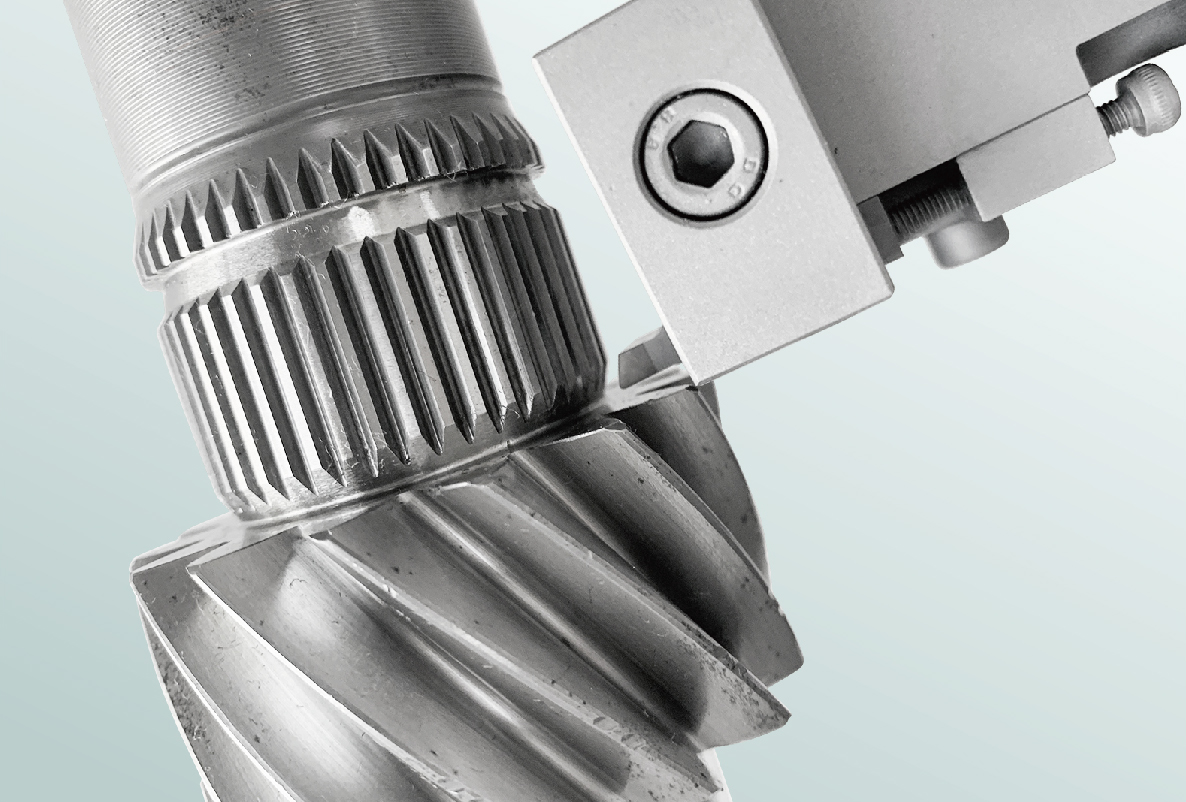
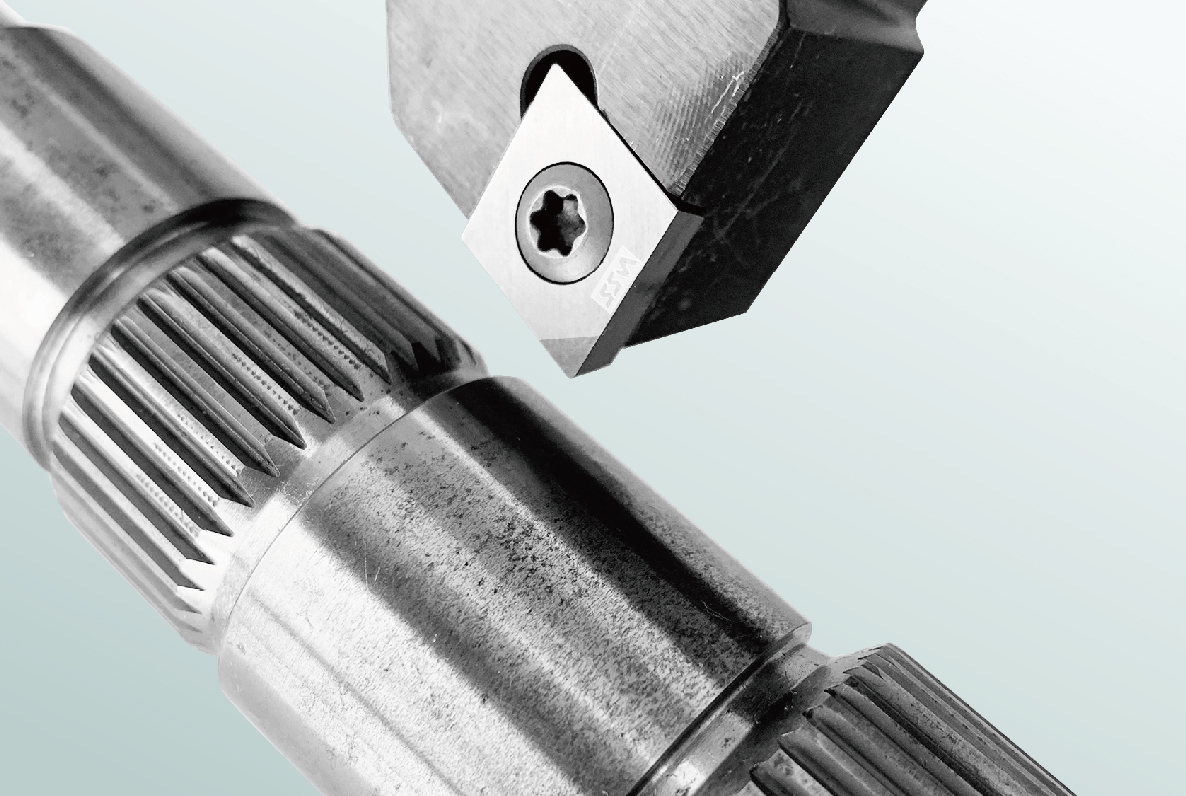
In the early stages of designing the insert, taking into account the lack of rigidity of the machine tool and workpiece in the actual application site, the design with a small chamfer and a trimmed edge was adopted to reduce the cutting force and reduce the vibrations, and to obtain a good finish to meet the customer's requirements, and to select reasonable cutting parameters for testing.
From the analysis of the test data, there is no problem with the blade material and the angle of the edge finish. The last major factor causing vibration is the lack of rigidity of the machine tool and the toolholder.
WSS has conducted research and optimised solutions to address this issue. By providing special toolholders and adjusting the overhang of the toolholder to the actual machining depth, tests were carried out and the blade life of CBN was increased by 150-200% for the same machining parameters (VC, fn, Ap), with machining results far exceeding the original figures and achieving the desired results. By optimising the toolholder and increasing the life of the insert, the price of the insert is also advantageous and the efficiency of machining remains unchanged, greatly reducing manufacturing costs and making machining more efficient and convenient.