PCD刀具作为超硬刀具的一种,在机加工领域的应用比例逐年上升,这与难加工材料和有色金属材料加工量的不断上升有着紧密的联系。PCD刀具的材料作为最坚硬材料之一的金刚石,采用特殊的高温高压工艺之后在硬质合金基体上粘贴一层紧密的聚晶金刚石层,即PCD刀具。
其主要用于切削加工非铁金属如铝合金、铜合金等,以及非金属材料如纤维塑料、硬质橡胶、石墨材料、树脂聚合材料等。PCD刀具相较于一般的硬质合金刀具可以达到更高的切削速度和更长的刀具寿命,同时也能够长时间保持被加工工件的表面质量和尺寸精度。
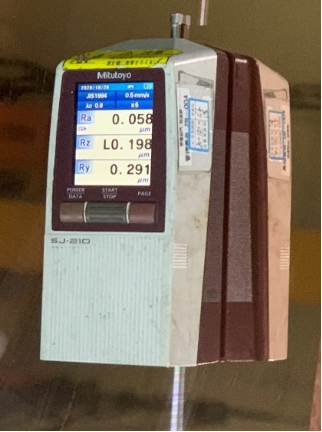
目前越来越多的客户对于加工工件的表面质量要求不断提高。威士(WSS)在采用PCD铣刀进行加工Uc纯铜板时,由于被加工件的材料相对柔软,并且加工要求表面粗糙度Ra值需要达到0.2μm以下,这给加工刀具带来了不小的挑战。通常而言,柔软材料更不容易达到较低粗糙度。
现场夹具采用气动夹紧元件,稳固性欠缺,且使用直径250mm的老旧刀盘装夹一片PCD铣刀进行精加工。
威士结合现场加工情况,经过重新修改设计,在刀片的刀尖处磨制了修光刃对纯铜板进行加工,初步测试达到要求的表面粗糙度。
但是由于机床刀盘使用时间过久,安装后容易出现反偏,且其本身的稳定性和刚性较差,导致加工时切削力过大,加工噪音量略高。威士应用工程师和设计部对该情况进行了重点分析讨论,在有限制的机床条件下决定进一步改进刀具性能。
面对老旧刀盘和装夹刚性不稳的情况,我们可以对刀片的切削刃处的修光刃采用了带圆弧的设计,使修光刃PCD刀具不再过于平缓,这样可以有效减少切削阻力,降低切削噪音,并且加工表面粗糙度达到了Ra值0.058μm。此外,在达到加工要求的基础上,刀具寿命也相对延长,直接达到降低单件加工成本的效果。