轴承不仅是现代机械设备中一种重要的零部件,它也是固定机件,主要用于支撑机械旋转体,为了降低其运动过程中的摩擦系数并保证其回转精度。轴承也是消耗品,除了新增项目和新增机械产品会拉动轴承需求外,机械产品保有量的增加和利用率的提高都会增加对轴承的消耗。
中国的轴承工业从产业经济规模上已居世界轴承总量的第三位,而中国需要由轴承生产大国向轴承生产强国的转变,其中一个关键因素就是提高精密加工轴承的技术,而切削刀具就是其中非常关键的一部分。
轴承的种类非常多,其材料也非常多样化,常见的有普通轴承钢GCr15,不锈钢9Cr18,氮化硅Si3N4和氧化锆ZrO2甚至塑料等。其中,轴承钢GCr15材料是市场上最普遍的。轴承在工作时承受着极大的压力和摩擦力,所以要求轴承钢材料有高而均匀的硬度和耐磨性,以及较高的弹性极限。这对于轴承钢化学成分分布的均匀性、非金属夹杂物的分布和含量、碳化物的分布等都有十分严格的要求。
轴承钢加工有一定的工艺要求,尤其是对于轴承钢热处理之后的硬车加工更是具备了一定的挑战性。其中,工件尺寸稳定性和表面质量要求需要达到一个较高标准。威士(WSS)刀具对于轴承行业材料的加工进行了持续性的研发和技术攻关,集中力量钻研轴承钢热处理之后的硬车加工,采用特殊定制的CBN材质和刃口处理,加工结果达到了更高的尺寸精度和稳定性,并且加工刀具寿命更高,达到降本增效的目的,兼具技术性与性价比。
加工零件:轴承退刀槽
加工材料:轴承钢GCr15
材料硬度:HRC60-62
表面粗糙度:Ra1.2~2μm
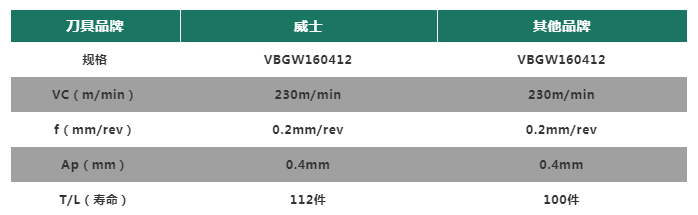
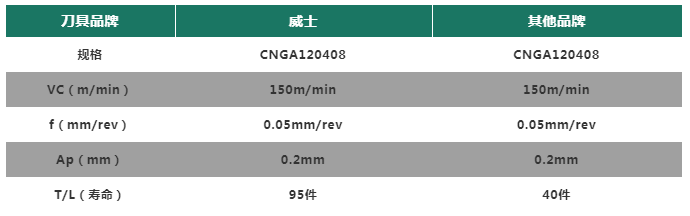
威士定制CBN刀具与某进口品牌CBN刀具对比,在线速度较高的相同条件下,依然比竞争对手高出12%的刀具寿命,价格更具优势且显著降低了单件加工成本,零件表面符合标准。
加工零件:轴承内孔和端面
加工材料:轴承钢GCr15
材料硬度:HRC55
表面粗糙度:Ra3.2μm
加工方式:加冷却液连续切削
直径:D68mm
由于是连续切削,且对于零件的尺寸形变要求比较高,所以威士采用加冷却液的方式加工。最终威士刀具比某进口品牌的CBN刀具加工寿命提升137.5%,达到更稳定加工,减少换刀频率,进一步降低加工成本。
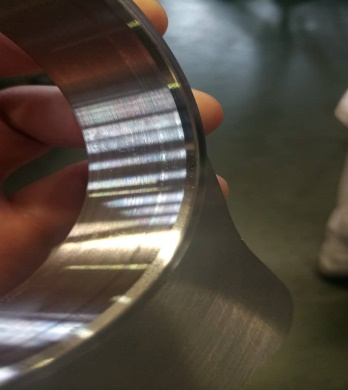
加工零件:轴承内孔和端面
加工材料:轴承钢GCr15
材料硬度:HRC60
表面粗糙度:Ra1.2μm
加工方式:粗、精加工
直径:45、80mm
粗、精加工的余量都为0.3mm,为了保证零件的尺寸稳定性和表面质量,表面粗糙度的要求为Ra1.2μm。威士与某进口品牌进行对比,在相同参数条件下,粗加工和精加工均能达到要求,与竞争对手一致,威士刀具性价比优势明显。
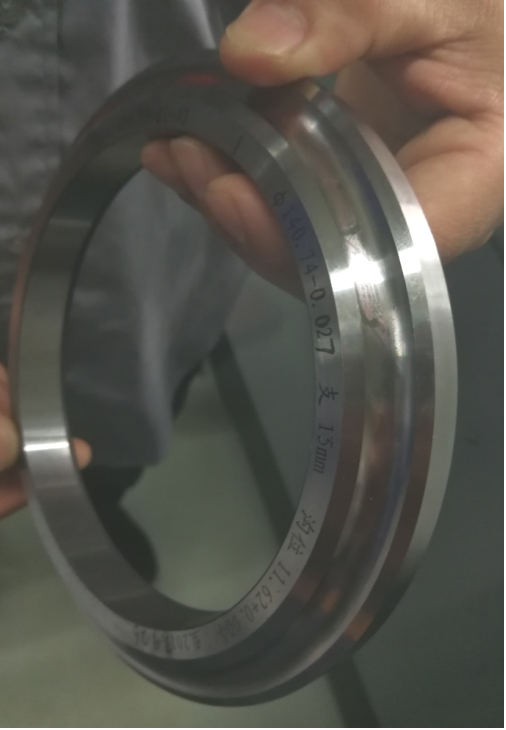
加工零件:轴承滚珠槽
加工材料:轴承钢GCr15
材料硬度:HRC60-64
表面粗糙度:Ra0.6μm
直径:D182mm
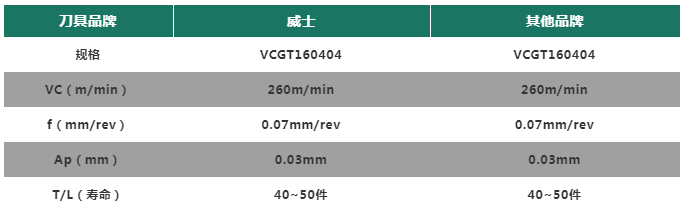
需要加工的部位是滚珠槽,表面粗糙度要求更高,达到Ra0.6μm。加工的线速度要求非常高,威士刀具在与某进口品牌的CBN刀具竞争中,能够达到相同寿命,且加工表面质量高,性价比优势明显。