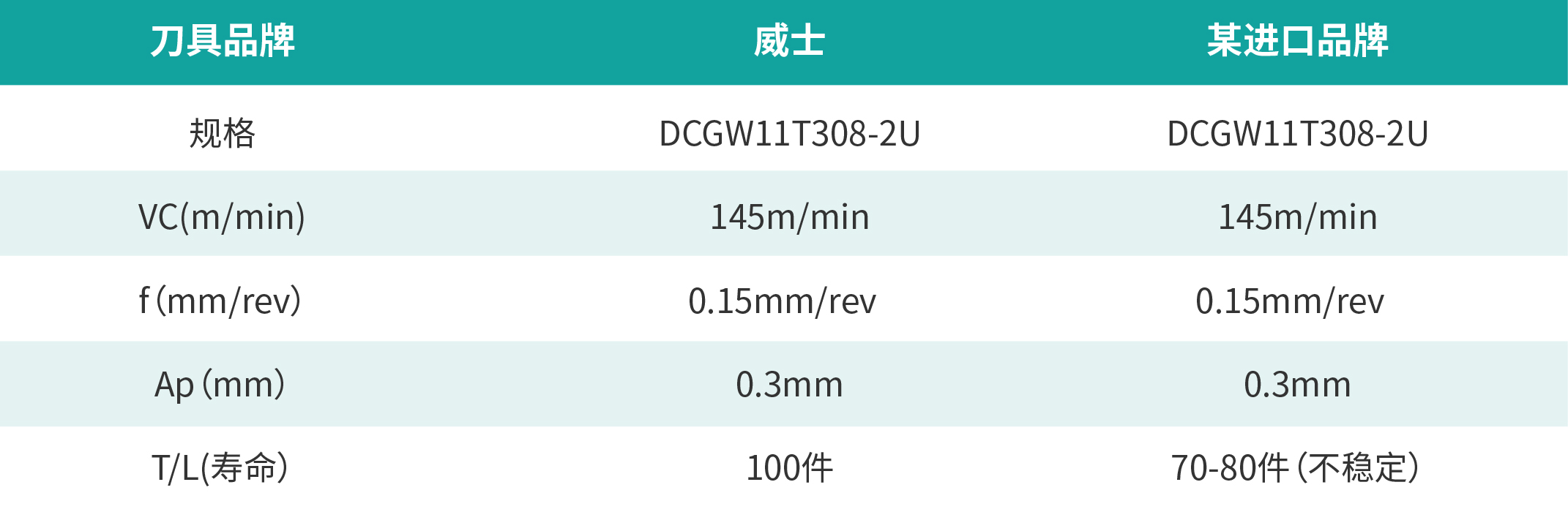
淬硬钢齿轮的硬度相对较高,传统工具难以加工,容易快速磨损。CBN硬度高、导热性好,同时具有很高的抗氧化性,在1000℃不产生氧化,在1200 ~ 1300℃不与铁基材料反应。CBN是目前间歇加工淬硬钢齿轮端面/内孔的理想工具。威士的CBN涂层刀片更展现出了更强的耐磨性。
根据加工零件的不同,选择的刀片型号也不同。常用于断续加工淬硬钢齿轮端面/内孔的刀片类型有C型、T型、W型、V型等。
断续加工淬硬钢齿轮端面/内孔的切削参数不宜过高,特别是机床刚性不好时,刀具容易振动,刀片容易崩刃。具体切削参数应根据现场加工条件、机床和夹具合理选择。